Savonian LIVA (Lisäävä Valmistus Pohjois-Savossa) –hankkeen aikana on tutkittu ja kokeiltu valumuottien tekoa useille eri materiaalille ja eri käyttötarkoitusten yhteydessä. Betoniin liittyvästä tutkimuksesta kirjoitettiinkin aiemmassa blogikirjoituksessa (https://blogi.savonia.fi/3dtulostus/2018/06/07/3d-tulostettujen-betonivalumuottien-testaus-ja-tulokset/).
Muottien 3D-tulostusta pienempiin käyttökohteisiin tutkittiin hankkeessa kolmella eri menetelmällä: jauhepetitekniikka (Powder bed Fusion), materiaalin pursotus (Material Extrusion) sekä nesteen fotopolymerisointi (Vat photopolymerization). Muotin valmistuksessa käytettävä 3D-tulostusmenetelmä valitaan yleensä muotin koon sekä tarkkuuden perusteella. Yleisesti ottaen menetelmien tarkkuus ja tulostusalueen koko kulkee seuraavasti, alkaen pienimmästä ja tulostusjäljeltään tarkimmasta: nesteen fotopolymerisointi, jauhepetitekniikka, materiaalin pursotus.
Nesteen fotopolymerisointi mahdollistaa pienet ja tarkat yksityiskohdat ja sitä käytetäänkin yleisesti mm. korumuottien valmistuksessa. Jauhepetitekniikan etuna on useiden ”pienestä keskikokoiseen” kokoluokan kappaleiden tulostus kerralla ilman tukirakenteiden tarvetta ja pursottavan menetelmän etuna puolestaan suurien kappaleiden valmistus. (Suuria kappaleita voi valmistaa muottikäyttöön myös sidosaineen ruiskutukseen perustuvalla hiekkatulostuksella, mutta kyseisiä laitteita on harvassa, Suomessa vain yksi kappale Hetitec Oy:llä.)
Pienemmän kokoluokan muotinvalmistusta kokeiltiin sekä silikonisille tuotteille että silikonisille muoteille, joita käytettiin kipsivalujen valmistuksessa. 3D-tulostuksen hyödyntäminen sekä suoraan osien valmistuksessa että muottien valmistamisessa mahdollistaa monimutkaistenkin rakenteiden valmistamisen edullisesti. Kipsivalut on hyvä tehdä elastiseen materiaaliin koska kipsi kovettuessaan tarrautuu lujasti kiinni kovaan muottimateriaaliin. 3D-tulostusmateriaalia löytyy myös joustavana, mutta silikonista valettu muotti on helppo valmistaa ja antaa pienissäkin kuvioinneissa hyvän toiston valuihin.
Seuraavaksi esitellään lyhyesti muutamia käytännön esimerkkejä LIVA –hankkeessa toteutetuista soveltuvuustesteistä/demonstraatioista 3D-tulostuksen käytöstä muottien ja silikonimuottien valmistuksessa.
Testi A: komponentti, jossa on silikonista valmistettu paisuva osa.
Kyseinen osa muodostuu runko-osasta, sekä siihen liitettävästä paisunta-osasta. Paisunnan maksimimäärää voi muuttaa vaihtamalla paisunta-osan. Sekä laitteen runko-osa, että silikoniosan muotti valmistettiin 3D-tulostamalla PLA-filamentista.
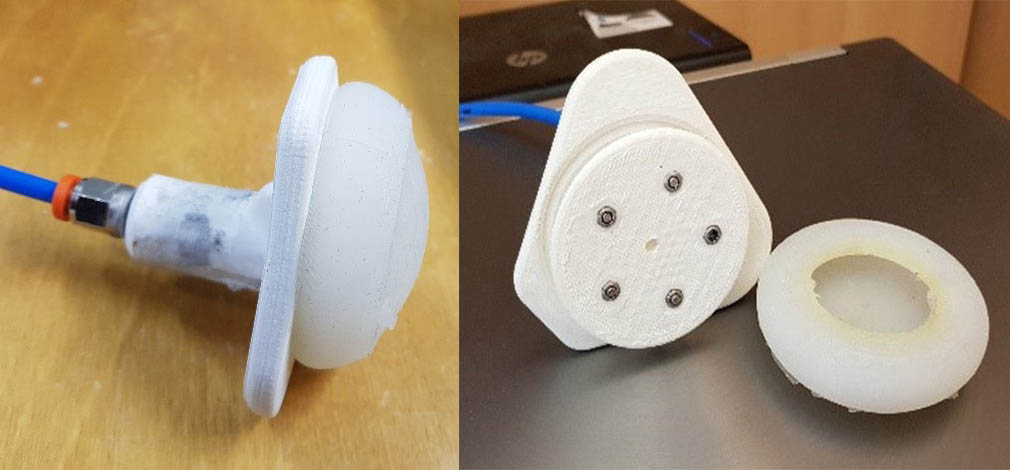
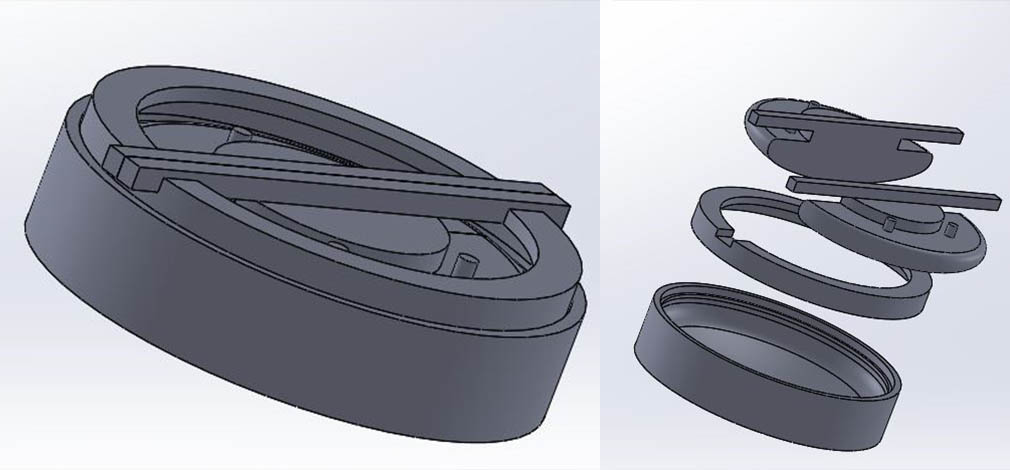
Avonainen silikonirakko puristettiin laipalla kiinni runko-osaan ja valmistettu rakenne toimi suunnitellulla tavalla.
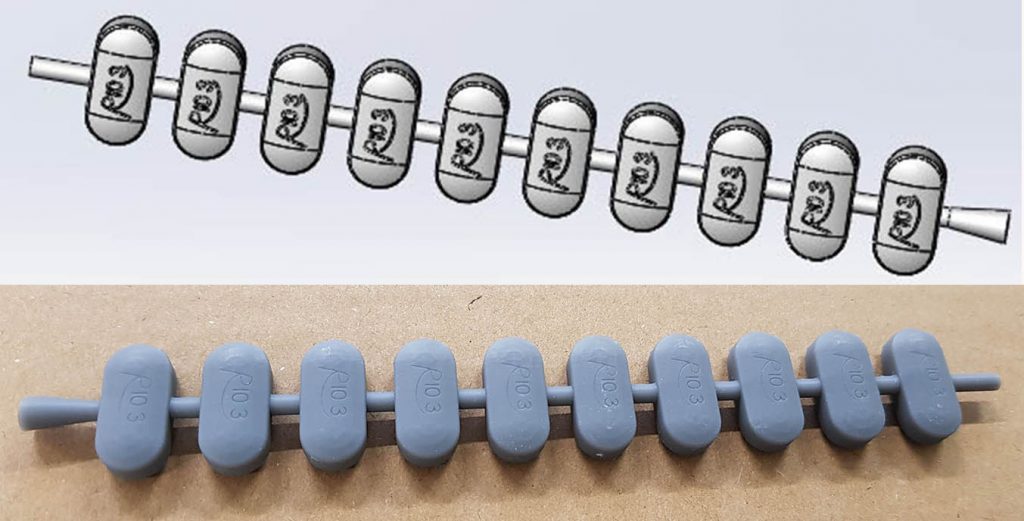
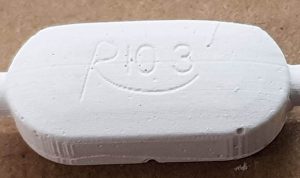
Testi B: Harjoituslääkkeiden valmistus hoitoalan koulutusta varten
Terveysalan koulutuksessa käytetään erilaisia harjoitustabletteja. Tutkittiin, löytyisikö harjoitustablettien valmistamiseen edullinen ja helppo tapa. Alustavien testien perusteella päädyttiin siihen, että muottien käyttäminen on edullinen ja helppo tapa valmistaa haluttuja kappaleita. 3D-tulostamisen käyttäminen muottien valmistuksessa mahdollistaa helpon räätälöinnin. Tarpeena on pieniä sarjoja useista eri kokoisista, muotoisista ja värisistä tableteista.
Muotin keernan 3D-tulostustekniikaksi valikoitui nesteen fotopolymerisointi sillä kyseessä on pienten ja geometrialtaan tarkkojen kappaleiden valmistus. Valmistusmateriaaliksi valikoitui kipsi, sillä testeissä 0,2 mm leveys ja syvyys toistuivat kipsissä tarkasti.
Valmistusprosessi oli seuraava:
- 3D-mallinnetaan halutut muodot ”pilleritangoksi”, jota käytetään muotissa keernana
- Valmistetaan keerna Formlabs Form2+ 3D-tulostimilla
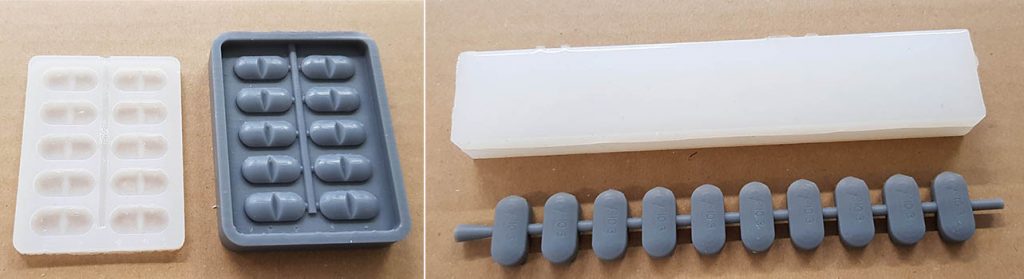
- Sijoitetaan keerna valuastiaan, ja valetaan silikonimuotti
- Halkaistaan silikonimuotti ja poistetaan keerna
- Valetaan kipsistä kappaleet
- Kipsin kuivuttua puretaan kappaleet muotista
Alustavat tulokset näyttävät lupaavilta. Haasteena ovat vielä jossain määrin kipsivalussa esiintyvät ilmakuplat joista päästään todennäköisesti eroon sopivasti asemoitujen keernojen ja alipainepumpun avulla. Testausta jatketaan eri geometrioiden ja materiaalin seossuhteiden osalta.
Testi C: ”Koeiho” lapsen keskivartaloa kuvaavaan phantomiin
Viimeisin testi liittyi Sense4Health -yrityksen kanssa tehtävään tutkimukseen, jossa tutkittiin 3D-tulostuksen mahdollisuuksia lapsen hengitysphantomin valmistamisessa. Testissa valmistettiin phantomin päälle silikonista valettu testi-iho. Koska kyseessä oli phantomin päälle tuleva ”kuori”, vaati kappaleen valmistaminen valamalla kaksi muottia ja keernan.
Torso valmistettiin vapaasti ladattavissa olevalla ”Make human” ohjelmalla. Tämän jälkeen mallitiedostoa muokattiin Solidworks –suunnitteluohjelmalla, jossa valmistettiin muokatun mallitiedoston perusteella muotit sekä keerna.
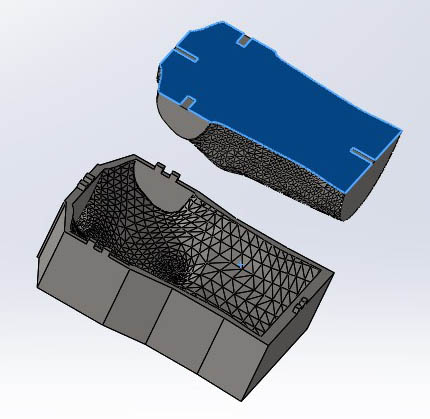
Koska tulostettava kappale oli hieman suurempi, valmistettiin muotit ja keerna Savonian suurimmalla pursottavalla tulostimella (German RepRap X1000). Selkä ja etupuolen muotteihin meni keernoineen tulostusaikaa noin 33 tuntia ja materiaalia 1,7 kg.

Testauksen perusteella voidaan todeta, että 3D-tulostus tuo runsaasti mahdollisuuksia silikonimuottien ja -kappaleiden valmistuksessa. Se mahdollistaa entistä nopeammat ja iteratiiviset tuotekehityssyklit soveltuen paremmin ”juuri oikeaan tarpeeseen” (JOT) tuotantofilosofian mukaiseen tuotantoon.
Petri Mäkelä
Projektityöntekijä
Savonia-ammattikorkeakoulu, LIVA –hanke
Antti Alonen
TKI-asiantuntija
Savonia-ammattikorkeakoulu

Recent Comments