Savonialla meneillään olevassa investointihankkeessa Savilahden uudelle kampukselle valmistuu yksi suomen monipuolisimmista 3D-tulostuksen toimintaympäristöistä. 3D-tulostuksen investointi & kehityshankeparissa hankitaan useisiin eri menetelmiin perustuvia 3D-tulostuslaitteita. Yhtenä hankittavana laitteena on jauhepetitekniikkaan (Powder Bed Fusion) perustuva muovitulostin. Yleisin jauhepetitekniikkaan perustuva 3D-tulostusmenetelmä muovipuolella on lasersintraus (SLS, Selective Laser Sintering), jossa nimensä mukaisesti jauhekerros sulatetaan laserilla.
Savonialla on pitkät perinteet SLS-laitteiden käytöstä, sillä muotoiluyksikön käytössä on ollut teollisen tason EOS P350 3D-tulostuslaite jo vuodesta 2000. Laitteiston käytöstä luovutaan vihdoin tämän kesän aikana, sillä laitteen käyttöikä alkaa olla lopussaan. Sinänsä laitteen käyttämä materiaali sekä toimintaperiaate ovat vieläkin vastaavissa laitteissa sama. Suurimmat erot uusiin laitteisiin verrattuna tulee nopeudesta ja tarkkuudesta, sekä pitkän käyttöiän myötä luonnollisesti toimintavarmuudesta.
Teollisen tason jauhepetikoneet pysyivät patenteista johtuen pitkään muutaman markkinajohtajan tarjonnassa. Viimeisen kymmenen vuoden aikana monen muun 3D-tulostustekniikan tapaan myös jauhepetitekniikassa on vapautunut keskeisiä patentteja. Tämän myötä tarjonta on laajentunut huomattavasti ja markkinoilla on tullut myös hankintahinnaltaan edullisempia ja kooltaan pienempiä “pöytätason” jauhepetikoneita.
Näillä pienemmän kokoluokan laitteilla on mahdollista tuottaa lähes saman tasoisia kappaleita kuin teollisen mittakaavan laitteillakin. On kuitenkin hyvä pitää mielessä, että teollisuustason laitteiden korkeammalla hintatasolla on hyvät syynsä. Pienten laitteiden nopeus, tulostustilavuus ja toistotarkkuus on teollisen tason laitteita heikompi. Lisäksi teollisen tason laitteiden valmistajat tarjoavat koneiden käyttäjille varmuuden siitä, että koneet toimivat ja käyttämällä laitevalmistajan materiaalia myös valmistettujen kappaleiden laatu on varmasti sitä mitä halutaan.
Savonialla päädyttiin pienemmän kokoluokan SLS-laitteen hankintaan, sillä tavoitteena ei ole teollinen tuotanto. Markkinoilla on tarjolla tai tulossa tarjolle tällä hetkellä käytännössä kolmen valmistajan laitteita. Yksi lupaavimmista, Formlabs Fuse, on valitettavasti venyttänyt markkinoille tulemista useita vuosia eikä vieläkään ole varmaa tietoa, milloin se myyntiin tulee. Mikäli tämäntyyppistä laitetta haluaa tällä hetkellä Euroopassa ostaa, on valinta käytännössä kahden valmistajan väliltä – Sinterit tai Sintratec. Aasiassa on omat markkinansa ja laitteistonsa, joita ei tässä huomioida. Kummallakin tarjoajalla on muutamia eri versioita laitteistaan – suurin ero niiden välillä on yleisesti ottaen tulostusalueen koossa. Savonia päätyi hankinnassa Sinterit Lisa Pro –tulostimeen. Maahantuojana on helsinkiläinen Maker3D, joka edustaa suomessa myös sekä Formlabs, että Ultimaker –laitteita.

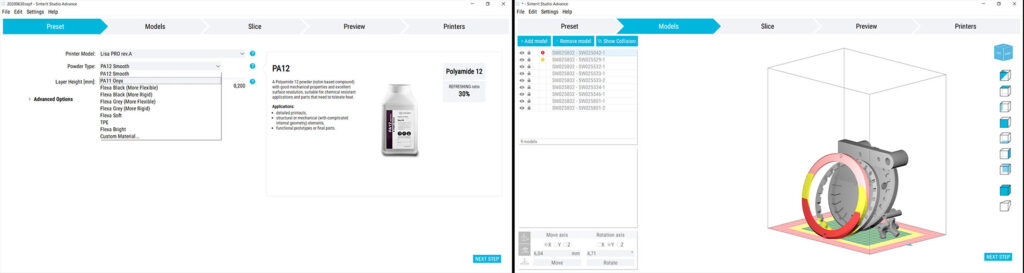
Hankintakriteereinä oli hinnan lisäksi useamman eri materiaalin tulostusmahdollisuus, kiinnostuksena “perus PA12” -materiaalin lisäksi erityisesti joustavat materiaalit. Sinterit Lisa Pro laitteella voi tulostaa PA12 lisäksi PA11-, TPU- ja TPE -materiaaleja. TPU:sta on useampia eri versioita (musta, harmaa, valkoinen, pehmeä).
Pienenä yllätyksenä voi tulla se, että muiden kuin perusmateriaalin tulostaminen vaatii erillisen “Sinterit Advanced” -ohjelmistolisenssin hankinnan. Hintaa lisenssillä on noin 1200 €.
Tulostusalueen koko vaihtelee tulostusmateriaaleittain, johtuen tulostusprosessissa syntyvästä lämpökuormasta. Perusmateriaalina käytettävä Polyamidi PA12 (eli kansanomaisemmin nylon), vaatii sulamiseen enemmän lämpöä kuin TPU, joten käytettävissä oleva tulostusalue on pienempi. Käyttämättömäksi jäävän alueen jauhe auttaa lämmön tasaisemmassa jäähtymisessä.
Sinteritin LISA -laitteesta on saatu edullinen paitsi pienemmän tulostusalueen, myös yksinkertaistetun toimintaperiaatteen avulla. Normaalisti SLS-tekniikkaan perustuvissa laitteissa laser kohdistetaan peilimekanismin avulla haluttuun kohtaan tulostuspetiä. LISAssa laseria kuljetetaan X ja Y -akseleita pitkin haluttuun kohtaan. Jauheen levitys on puolestaan toteutettu varmasti edullisella, mutta insinöörin silmin omituisella naruvirityksellä. Narun käytöstä johtuen levittäjän liikkuminen jauhepedillä ei ole aivan tasaista, vaan jauhepedin pinnassa on mahdollista havaita pieniä aaltoja. (Naru on muuten kulutusosa, joka pitää aika ajoin vaihtaa. Materiaalikustannuksiin verrattuna muutaman euron kulutusosalla ei kuitenkaan ole juurikaan merkitystä.)
LISAssa on ominaisuutena se, että materiaalisäiliöön syötetään ennen tulostusta tarvittava määrä materiaalia eli laitteessa on kerrallaan sisällä materiaalia vain tulostusajoon tarvittava määrä. Hyvänä puolena tässä on se, että jauhe ei pääse seisomaan pitkiä aikoja ennen tulostusta, ja huonona se, että materiaalin syöttö tulostuksen aluksi on toteutettu aika kömpelöllä tavalla.

Ohjelma laskee tarvittavan määrän materiaalia ja laskee materiaalivaraston pohjaa vastaavan määrän alaspäin. Tämän jälkeen käyttäjä lapioi tai kauhoo materiaalijauhetta varastopuolelle sopivan määrän, muistaen aina välissä ja myös lopuksi tampata materiaalin tasaiseksi mukana tulevalla työkalulla. Koska kyseessä on jauhe, pölyää se helposti, joten kovin ripeästi jauhetta ei syöttöpuolelle voi kauhoa. Tämä sen takia, että laitteessa ei ole edes minkäänlaista ohjainta materiaalin syöttämiseen, joten se leviää helposti koko kammion alueelle, josta se sitten pitää putsata pois. Tulostamisen jälkeen laite kertoo paljonko jauheen sekaan pitää lisätä tuoretta jauhetta.
Heti ensimmäisten käyttökertojen jälkeen “to-do” listallemme tulikin soveltuvan tratin/ohjaimen suunnittelu ja valmistus. Kyseessä ei ole kovin monimutkainen kappale ja onkin aika hämmentävää, että sellaista ei koneen mukana tullut.
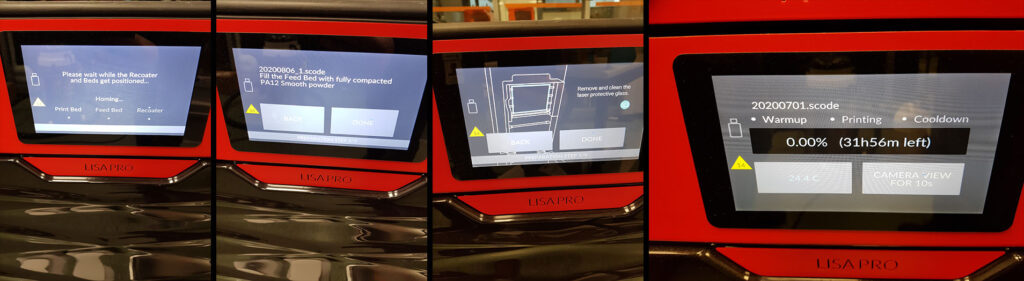
Laite on todella yksinkertainen paitsi toiminnaltaan, myös käytöltään. Tätä kirjoitusta kirjoittaessa olemme ajaneet laitteella vasta muutamia ajoja, mutta jo tämän vähäisenkin kokemuksen perusteella näyttää siltä, että Sinterit LISA soveltuu hyvin ammattikorkeakoulun opetuskäyttöön. Kosketusnäytön ohjeita seuraamalla saadaan tulostus helposti käyntiin ja samalla ohjelma muistuttaa tekemään ne muutamat aloitustoimenpiteet, jotka on syytä tehdä joka kerta.
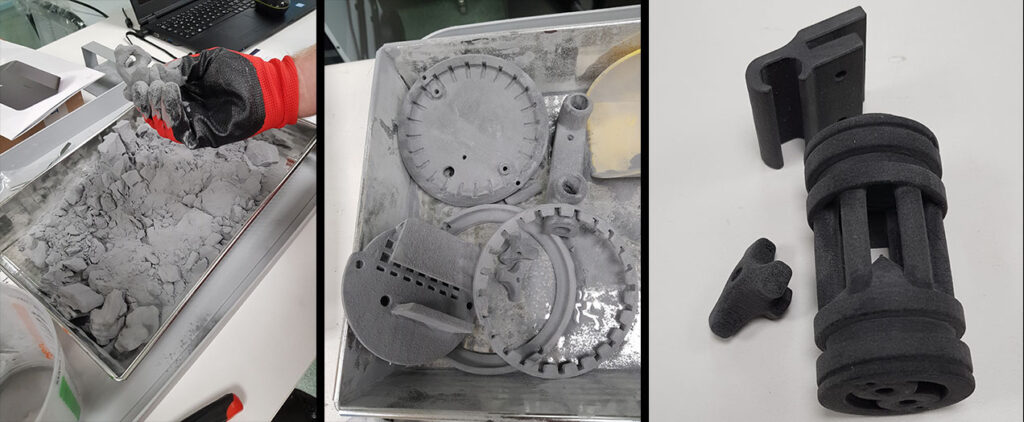
On hyvä huomioida, että jauhepetitekniikan yleiset lainalaisuudet koskevat tätäkin tulostinlaitetta. Mikäli tulostuksessa on ohuita ja/tai pinta-alaltaan suuria kappaleita, on kakun hyvä antaa rauhassa jäähtyä osien vääntymisen välttämiseksi. Pienillä osilla tämä ei tule niin selvästi ongelmaksi.
Kuten edellä mainittiin, niin laitteisto on hankintahinnaltaan edullinen. Maker3D myy laitetta nettikaupassaan hintaan 12000 € (+ alv), mutta lisäksi laitteen käyttö vaatii seulan (1290€ + alv) sekä lasikuulapuhalluskaapin. Edullisen laitteistohinnan kääntöpuolena on yleensä halvat komponentit. Tämän laitteen osalta saamme komponenttien vikaantumisherkkyyden selville vasta ajan kuluessa mutta maahantuojan mukaan mitään erityisen vikaantumisherkkää osaa ei vielä ole tullut vastaan.
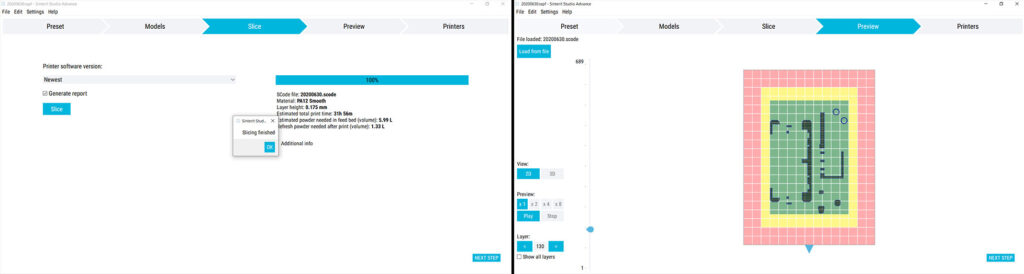
Sinterit on lähtenyt materiaalien osalta samalle linjalle kuin teollisten laitteiden valmistajat. Yritys edellyttää, että laitteissa käytetään Sinteritin toimittamia tulostusmateriaaleja laadun varmistamiseksi. Perusmateriaalin hinta on samaa luokkaa kuin teollisuuslaitteiden valmistajilla. Maahantuoja myy perusmateriaali (PA12 smooth) hintaan 60€/kg. Joustavissa (Flexa) materiaaleissa hinta nousee selvästi ja on 150-250 €/kg. Flexa-materiaalit ovat valmistajan mukaan 100% uudelleenkäytettävissä. Laitteiston ehkä negatiivisin puoli on tulostusprosessin hitaus. Käytännössä jokainen ajo kestää vähintään päivän, mikä on sinänsä samaa luokkaa kuin Savonian aiemmalla, teollisen tason EOS P350 laitteella, mutta aikaa verratessa täytyy huomioida se, että Sinteritin tulostuskammion koko on aika pieni. Teollisissa laitteissa tulostuskammio/tulostettu “kakku” saadaan yleensä poistettua tulostimesta ja jäähtymään, joten laitteilla voidaan ajaa uutta ajoa silloin kun edellinen vielä jäähtyy. Sinteritin osalta tämä on periaatteessa mahdollista, mutta kakun poistamiseen ei selvästi ole kiinnitetty huomiota, sillä sen olisi voinut järjestää helpommaksikin.

Tulostuksen valmistelutyövaiheet, jotka tulee tehdä aina ennen tulostusta ovat seuraavat:
- Mallien nestaus ja siivutus (Sinterit Studio)
- Mallin avaus usb-tikulta (start print)
- Koneen luukun avaus (kone ei anna avata luukkua, mikäli tulostimen lämpötila on liian korkea)
- Jauheen täyttö (lapiointi ja tamppaus), riippuu tulostusajosta
- Täyttämisen jälkeen tulostin levittää ohuen peruskerroksen jauhetta myös tulostusalustan puolelle
- Samalla pitää huolehtia siitä, että materiaalisäiliön taso ei laske liikaa, eli lisätä hieman myös sille puolelle
- Seuraavaksi vuorossa on puhdistus- ja huoltotoimenpiteet
- Laserin suojalasin irroitus ja puhdistus lasinpesuaineella
- Pyrometrin lasin puhdistus salisyylialkoholilla (2%)
- Johteen puhdistus ja rasvaus silikonipohjaisella voiteluaineella
- Kansi suljetaan ja tulostus voidaan käynnistää
Tulostimen lisäksi sille hankittiin lisävarusteena liikuteltava tulostusalusta hintaan 290€. Kyseessä on erittäin huteran oloinen kapistus, johon ei kannata rahoja tuhlata. Mukana tulee lyhyet ja pitkät jalat, ajatuksena tarjota käyttäjälle mahdollisuus valita tulostimen käyttökorkeus kahden vaihtoehdon väliltä. Käytännössä vaihtoehtoa ei ole sillä pidemmät jalat ovat täysin käyttökelvottomat – pidemmillä jaloilla se saattaisi kelvata lapselle kiikuksi. Alustan heiveröinen rakenne johtuu huonosta suunnittelusta, sillä jalat keinuvat kiinnityspulttien varassa sen sijaan että olisivat levyjen välillä tasassa. Alustan osalta kyseessä on siis taattua vanhan ajan itä-Euroopan laatua. Itse tulostin on toistaiseksi toiminut lupausten mukaisesti, ja hinta/laatusuhde sen osalta vaikuttaa hyvältä. Laitteiston suhteellisen halpa hankintahinta mahdollistaa sille laajemman käyttäjäkunnan. On kuitenkin hyvä muistaa, että jauhepetitulostimen käyttö vaatii sille soveltuvat tilat. Jauhemaiset materiaalit imevät helposti kosteutta ilmasta aiheuttaen laatu- ja toimintaongelmia laitteessa.
Antti Alonen
TKI-asiantuntija
Savonia-ammattikorkeakoulu

One thought on “Pienet jauhepetitulostuslaitteet – Sinterit Lisa Pro käyttöönotto”
Comments are closed.