Savonian Stratasys J735 3D-tulostimen käyttöönotto kesäkuussa 2019 meni kaikin puolin kivuttomasti. Kyseessä on Stratasysin kehittämään Polyjet –tekniikkaan perustuva multimateriaalitulostin. Suomesta löytyy muutamia aiemman sukupolven multimateriaalitulostimia, jotka kykenevät kolmen materiaalin käyttämiseen samanaikaisesti. Stratasys J750/J735 on tällä hetkellä markkinoiden uusin malli kuudella materiaalilla. J750 ja J735 mallien välinen ero on tulostusalueessa – fyysisesti koneet ovat identtisiä, mutta J735 laitteessa on ohjelmallisesti rajoitettu tulostusaluetta pienemmäksi. Lisää tietoja muovin multimateriaalitulostuksesta löytää aiemmasta blogikirjoituksestamme: https://blogi.savonia.fi/3dtulostus/2019/05/23/muovin-multimateriaalitulostuksesta/

Stratasys 735 3D-tulostimen toimintaperiaate on hyvin samankaltainen mustesuihkutulostimen kanssa, joskin tavallisten musteiden sijasta ruiskutettava materiaali on UV-valolla kovettuvaa resiiniä. Lisäksi tulostin ei vaihda välillä ”paperia”, vaan paperin sijasta tulostusalustana toimii tulostusalusta tai tulostusalustassa kiinni olevan kappaleen aiemmin tulostetut kerrokset.
Tulostin ruiskuttaa pisaroita toistensa viereen 600 x 300 DPI (XY) tarkkuudella ja tasoittaa kerroksen pyörivän rullan avulla, joka kerää pisaroiden huiput jätesäiliöön. Samalla kelkan molemmin puolin olevat UV-lamput kovettavat kerroksen paikalleen. Kun edellinen kerros on tulostettu, tulostusalusta laskee yhden kerroskorkeuden verran alaspäin ja toistaa samaa prosessia, kunnes koko kappale on tulostettu.
Tulostuksen kerroskorkeus voi olla 14 um ”High Quality” tai 27 um ”High Mix” riippuen käytettävästä tulostustarkkuudesta. Tulostustarkkuudella on vaikutusta vain korkeussuunnassa.
Tulostusprosessissa tulostin tulostaa kappaleen alle ensin noin 0,5 mm kovan kerroksen, joka tarttuu alustaan. Sen päälle tulostetaan noin 2 mm kerros tukimateriaalia, jonka avulla varmistutaan tulostusalustan tasaisuudesta ja kappaleen kiinni pysymisestä. Tulostustarkkuus 14 µm kerroksilla vaatii erittäin tasaisen tulostusalustan. Varsinainen kappale lähtee tulostumaan vasta tämän tukimateriaalikerroksen päälle.
Koska tulostettava materiaali on nestettä, tulostin ei kykene tulostamaan ollenkaan ”tyhjän päälle”. Tämä tarkoittaa sitä, että jos oletetaan, että kappaletta valaistaisiin kirkkaalla valolla kohtisuoraan kappaleen päältä alaspäin, kaikki varjoon jäävät alueet on täytettävä tukimateriaalilla, jotta ruiskutettavalla nesteellä on tasainen pinta johon neste voi tarttua.
Stratasysin 3D-tulostimet, mukaan lukien J735 käyttävät siivutusohjelmana GrabCAD Print -ohjelmaa. GrabCADin tarkoitus on toimia yksinkertaisena työkaluna 3D-mallien siivutuksessa tulostimille ja sitä se nimenomaan onkin. GrabCADissa voidaan ajaa automaattinen mallin korjaus, mikäli ohjelma havaitsee mallissa virheitä, mutta sen lisäksi kappaleelle voidaan valita ainoastaan tulostusasento, materiaali (mm. yli 500.000 väriyhdistelmää) sekä muuttaa muutamia tulostukseen liittyviä parametreja. Ohjelmaan tulee kuukausittain uusia päivityksiä ja usein myös uusia ominaisuuksia, viimeisimpien joukossa Pantonen validointi PMS-väreille (Pantone Matching System), joita käyttämällä käyttäjä voi olla varma siitä, että ohjelmassa valittu väri tulee tulostimesta ulos tietyn värisenä.

Multimateriaalitulostuksesta voidaan puhua, jos valmistettava kappale koostuu useammasta materiaalista. GrabCAD Print ohjelmassa voidaan valita materiaali kappaleen muodostaville erillisille komponenteille. Materiaaliksi voidaan valita suoraan joku käytettävissä olevista materiaaleista, sekoitus materiaaleista tietyn värin aikaansaamiseksi, tai joku valmistajan räätälöimistä digitaalisista materiaaleista, joita varten ohjelmassa on valmiit asetukset.
Stratasys tarjoaa materiaalin räätälöinnin lisäksi myös hankalampia kappaleita varten Vokselitulostus ominaisuuden, jossa käyttäjä voi määritellä yksittäisten vokselien ominaisuuksia (esim. väri tai joustavuus). Kun vapaasti valittava vokselin ominaisuus yhdistetään viereisten vokselien väreihin ja ominaisuuksiin, saadaan koko kappaleen ominaisuudet määriteltyä halutulla tarkkuudella.
Savonialla Vokselitason tulostuksen lisenssi jätettiin vielä toistaiseksi pois, kunnes tulostimen perusominaisuudet tulevat tutuiksi. Tällä hetkellä Stratasysillä ei ole myöskään tarjota ohjelmaa vokselitason mallien luomiseen. Stratasysin voxelprint lisenssi tarjoaa kuitenkin mahdollisuuden kääntää sarja PNG kuvia tulostettavaan muotoon. Mahdollisen PNG-slice mallin luomisessa on huomioitava tulostimen resoluutio eri akselisuunnissa; noin XYZ: 42,33 * 84,66 * 14(tai 27) um.
Saksalaisella Fraunhoferilla löytyy ”CuttleFish”-sovellus, joka kykenee mm. käyttämään useita tekstuureita ja ottamaan huomioon valon tunkeutumista ja sirontaa eri materiaalien välillä vokselitasolla, esimerkiksi visuaalisesti realistisemman kappaleen valmistamiseksi. Itse tulostuksen CuttleFish ohjelma hoitaa käyttämällä streamaus arkkitehtuuria, joka siirtää tulostettavat kerrokset tulostimelle oikealla hetkellä. Lisätietoja Fraunhoferin CuttleFish ohjelmasta löytyy osoitteesta: https://www.cuttlefish.de/.
Realistisempien kappaleiden lisäksi Vokselitulostus mahdollistaa esimerkiksi rakenteita, jotka joustavat tiettyyn suuntaan, tai periaatteessa materiaaliominaisuuksien puitteissa myös 4D-tulostuksen, jossa kappaleen ominaisuudet muuttuvat ajan kuluessa esimerkiksi lämpötilan vaikutuksesta.
Tulostusprosessi aloitetaan GrabCAD Print ohjelman kautta tuomalla tulostettavat 3D-mallit ohjelman virtuaaliselle tulostusalueelle. Seuraavaksi mallien osille määritellään tulostusasento, materiaalit, värit ja se tulostetaanko kappale kirkkaalla- (”glossy”) vai matta- (”matte”) asetuksella. Kappaleen alapuoli tulee tulostettuna aina mattapintaisena. Jos kappaleen eksaktit mitat ovat tärkeitä, kappale kannattaa tulostaa aina mattapintaisena.
Tulostusasento voidaan määritellä manuaalisesti tai automaattisesti. Käyttäjä voi esimerkiksi kääntää jonkun haluamistaan malleista johonkin tiettyyn orientaatioon, lukita mallin rotaation ja sen jälkeen antaa ohjelman kääntää ja sijoitella mallit Lyhyimmän tulostusorientaation mukaan. Manuaalisen orientoinnin ja lukituksen syy voi olla esimerkiksi se, että kappaleessa käytetään kirkasta tulostusasetusta, eli kappaleen yläpuoli halutaan jättää mahdollisimman hyvälaatuiseksi suoraan tulostimesta. Esimerkiksi malli, jossa on yhdessä suunnassa todella monimuotoinen pinta, se voidaan haluta tulostaa kirkkaana, jotta sitä ei tarvitsisi hioa tulostuksen jälkeen.
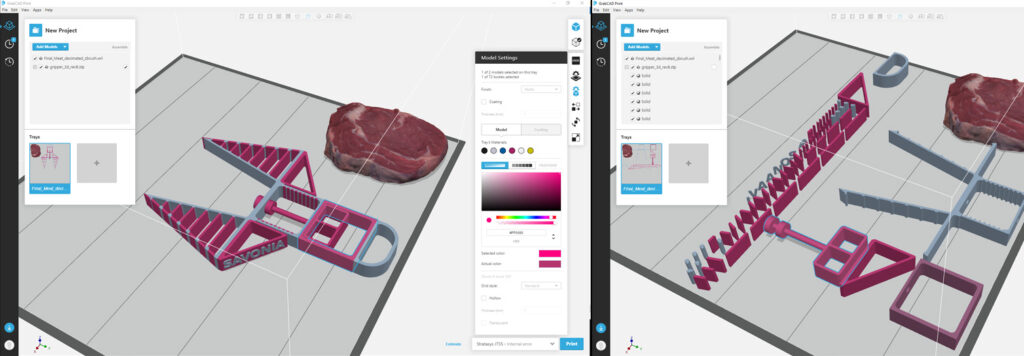
Värien tai materiaalien valitsemiseksi käyttäjä valitsee ensin mallista osat, joiden väri halutaan muuttaa ja sen jälkeen valitsee joko halutun värin, materiaalin tai digitaalisen materiaali ohjelman materiaalivalintaikkunasta. Sama toistetaan kaikille mallissa oleville erillisille osille, kunnes kaikkien osien materiaalit on valittu. Kuten mallinnusohjelmissakin, jos mallissa on paljon erillisiä osia, tai samoja malleja on useita, ohjelma voi toimia todella hitaasti, riippuen käytettävän tietokoneen tehoista.
Kun Kappaleiden orientoitu ja materiaalit kohdallaan, tulostus voidaan siirtää tulostimen tulostusjonoon. Jos jonossa ei ole muita tulostuksia, ohjelma sijoittaa tulostuksen automaattisesti alkamaan siirtoajankohdasta. Jonoa voidaan muokata vetämällä tulostuksia eri kohtiin, tai poistamalla jonosta tulostustöitä.
3D-mallin tulostimelle lähettämisen jälkeen jonon ensimmäinen tulostus käynnistetään Stratasysin tulostimen hallintaohjelmasta. Tulostimen hallintaohjemalla tehdään myös paljon muita toimenpiteitä, kuten materiaalinvaihto, huolto-, kalibrointi-, putsaus- ja erilaisia testausajoja apuohjelmien(Wizard) kautta.
Erilaisia huolto- ja puhdistustoimenpiteitä onkin useita, tulostusajokohtaisia, päivittäisiä, viikoittaisia ja kuukausittaisia. Osassa puhdistustoimenpiteistä olisi hieman parannettavaa, mm. päivittäin ennen tulostusta puhdistettava rullan materiaalinkeräysallas, jossa ruuvaillaan 7 pientä kuusiokoloruuvia, joista puolet on vaarassa pudota koneen sisään. Osa ruuveista jää kiinni isompiin osiin ja osaa ei tarvitse aukaista täysin.
Materiaalin vaihto toiseen materiaaliin täytyy tehdä tulostimen ohjelmasta käynnistettävän apuohjelman avulla. Uusi samaa materiaalia sisältävä säiliö voidaan vaihtaa vanhan samaa materiaalia sisältävän säiliön tilalle myös tulostuksen ollessa käynnissä.
Materiaalinvaihdon ohjelma näyttää koneessa sisällä olevat materiaalit ja antaa käyttäjän vaihtaa materiaaleja haluamallaan tavalla. Seuraavassa vaiheessa ohjelma näyttää visuaalisen esityksen materiaalisäiliöiden sijainneista ja näyttää mihin paikkoihin uudet materiaalit tulisi laittaa. Ohjattu materiaalinvaihto ei anna käyttäjän laittaa materiaalia vääriin paikkoihin. Itse materiaalinvaihto vie noin tunnin per vaihdettava materiaali. Riippuen vaihdettavista materiaaleista laitteen voi joutua kalibroimaan uudelleen käyttämään uusia materiaaleja. Kun materiaalin vaihto käynnistetään, käyttäjä ei voi keskeyttää materiaalinvaihtoa kesken kaiken.
Materiaalin vaihto-ohjelmassa on myös vaihtoehto, jolla käyttäjä voi vaihtaa suoraan jonkun tietyn materiaalisäiliön tilalle jonkun toisen materiaalin. Koska tulostimessa on 4 suutinpäätä, jotka on sisäisesti jaettu kahteen altaaseen (jokainen suutinpää syöttää kahta eri materiaalia), käyttäjän on oltava perillä mitkä materiaalit voi vaihtaa keskenään sekä mitkä materiaalit sopivat toistensa kanssa samaan aikaan yksittäiseen suuttimeen.
Tulostuspäiden kalibrointi tapahtuu aloittamalla kalibrointiprosessi apuohjelmasta. Ohjelma tulostaa ensin alustalle muutaman kerroksen korkuisen vaa’an kohdistus suorakaiteen. Tämän jälkeen käyttäjä kytkee materiaalivaa’an koneeseen ja asettaa sen kohdistusmerkin osoittamaan kohtaan ja nollaa vaa’an mittalukeman. Tämän jälkeen tulostin syöttää suuttimista materiaalia vaa’alle ja kalibroi tulostuspäitä mitatun painon perusteella. Lopuksi käyttäjä kaataa vaa’an päällä olevaan astiaan syötetyt materiaalit jätekuiluun ja palauttaa astian vaa’an päälle kovetettavaksi. Tulostin kovettaa jäljelle jääneet nestemäiset materiaalit, jonka jälkeen käyttäjä voi poistaa vaa’an ja puhdistaa tulostuspäät sekä tulostusalustan.
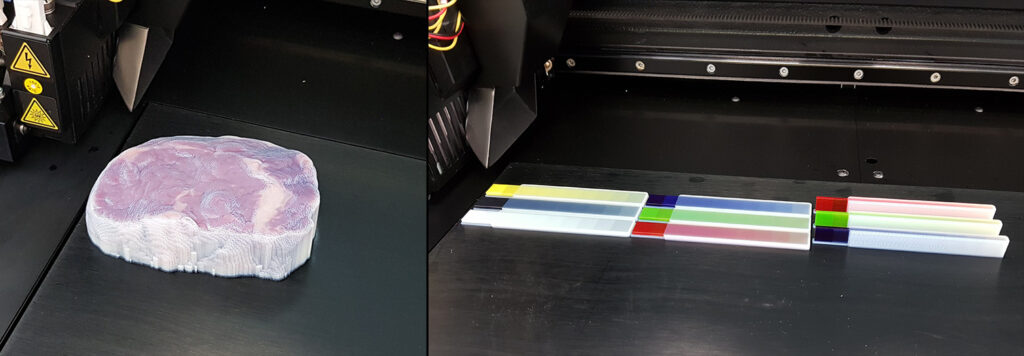
Laitteella valmistuvat 3D-tulostetut osat ovat aina enemmän tai vähemmän tukimateriaalilla tuettuja. Minimissään jälkikäsittelytoimenpiteet pitävät sisällään tukimateriaalin poiston ja kappaleen pesun. Usein kappaleelle tehdään myös muita jälkikäsittelytoimenpiteitä kuten hiontaa, kiillotusta ja pinnoitusta. Tukimateriaaleista kannattaa poistaa aluksi kaikki mikä saadaan manuaalisesti poistettua tikuilla tai kaavintaveitsillä. Kun suurin osa tukimateriaaleista on poistettu, jos kappale ei ole heiveröinen, se voidaan pestä painepesurilla. Heiveröinen kappale on parempi pestä käsin esimerkiksi karhunkieltä käyttäen. Hankalista muodoista / koloista tukimateriaalia voidaan poistaa laittamalla kappale lipeäkiviliuospesuriin, joka pehmentää tukimateriaalin niin että se on helpommin poistettavissa. Heiveröisten kappaleiden kohdalla tukimateriaalin poisto voi olla silti hankalaa varsinkin kanavarakenteista.
3D-tulostimen käyttöönotto jatkuu ja seuraavissa blogikirjoituksissamme käsittelemme tarkemmin kappaleiden väritykseen, teksturointiin ja jälkikäsittelyyn liittyviä mahdollisuuksia.
Lauri Alonen
Projekti-insinööri
Savonia-ammattikorkeakoulu
Antti Alonen
TKI-asiantuntija
Savonia-ammattikorkeakoulu

One thought on “Kokemuksia Stratasys J735 multimateriaalitulostimesta”
Comments are closed.